Tダイ押出フィルム成形とは?
Tダイ押出フィルム成形は、樹脂のフィルムを製造するためのプロセスの一種です。
押出成形は、成形方法や使用する押出金型によって様々な形状に成形することができます。
今回解説するTダイ押出フィルム成形は、高温で溶かした樹脂を押し出すことでフィルムを成形することができる成形方法です。
Tダイとは、樹脂シートやフィルムの成形に使用される押出金型のことを指し、溶解した樹脂を一定の厚さで均一に整えて成形します。
そのため、Tダイを使用することで、同じ形状のフィルムを大量生産することができます。

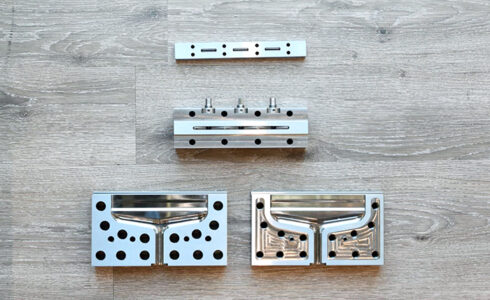
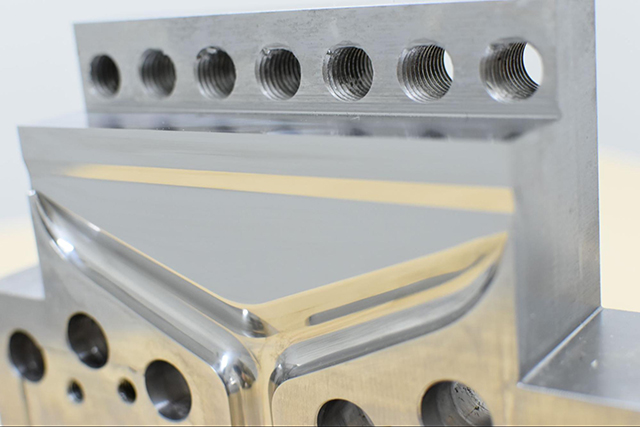
タムラエジアは、Tダイ押出フィルム成形に使用されるTダイを製作しております。
高い精度で滑らかに仕上げる弊社の金型を使用することで、品質の良い製品の成形が可能となります。
押出金型によるフィルム成形のプロセス
フィルム成形は大まかに4つの工程で行われます。
- 材料の準備:フィルムの材料となるプラスチック材料をペレットやグラニュールの形状で用意します。押出機に流し込む前に十分に乾燥させます。
- 押出機に材料を入れる:押出機に流し入れたプラスチック材料は、加熱シリンダーにより高温で溶かされ、回転するスクリューによって金型へ押し出されます。
- 冷却:フィルム状に押し出されたプラスチックは、冷却水槽で冷却します。これによりフィルムが硬化します。
- 切断・巻取り:冷却したフィルムは必要な長さに切断し、巻取り装置にてロール状にします。
フィルムなどの成形ができる押出成形につきましては、下記記事でも詳しくご説明しておりますので、あわせてご覧ください。
押出機の構造と役割
押出機の構造と役割についてご説明します。

※押出機の構造の画像はクリックすると拡大します
- 押出機:加熱したプラスチックをスクリューで練り、押し出す機械
- 押出金型:プラスチックを成形する金型
- 冷却機:押し出されたフィルムを急冷する機械
- 引取機:押し出されたフィルムを巻き取る機械
- 切断機:フィルムを切断する機械
押出機の構造を見ていただくと分かるように、プラスチックを溶かしてフィルムの形状へ成形し、切断するまでを行うことができる機械をあわせて押出機と呼びます。
フィルム成形におけるTダイ押出金型の重要性
Tダイ押出金型の品質は、フィルム成形のプロセスにおいて非常に重要です。
その理由は、Tダイ押出金型は成形するフィルムの品質に影響するからです。
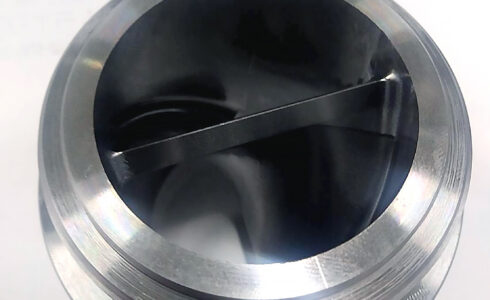
表面がなめらかな押出金型は、凹凸の差があまりないため樹脂が引っかかりにくくなります。
そのため剥離しやすくなり、安定した品質で成形・剥離をすることができるのです。
タムラエジアの押出金型等の表面仕上げに関しましては、下記記事でもご紹介しておりますのであわせてご覧ください。
Tダイ押出金型のメカニズム
Tダイ押出金型を使用することにより、どのようにして樹脂がフィルムへと成形されるのか、ここではそのメカニズムを分かりやすくご説明します。
※単層を成形する場合のメカニズム
押出機で溶解された樹脂は、Tダイ押出金型へと押し出されます。
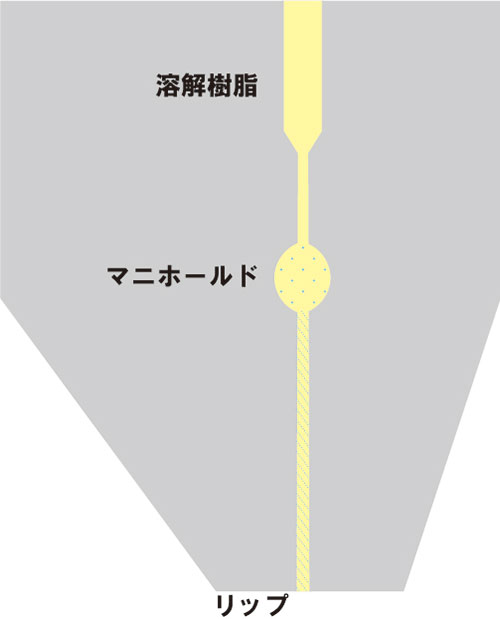
この図はTダイの断面図です。
溶解樹脂はマニホールドを通ってリップというところから吐出されます。
マニホールドとは、ランナーを分岐させる流路を指します。
正面図はこのようになっています。
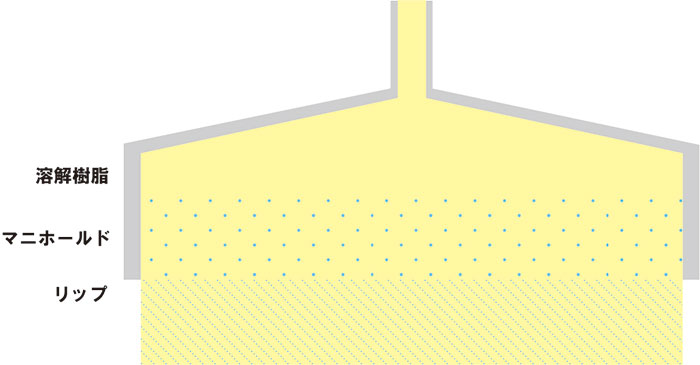
スクリューから押し出された溶解樹脂は、このような流れでフィルムへと成形されます。
Tダイ法の種類とその特徴
Tダイを使用した成形方法はいくつか種類があります。
タムラエジアでは、押出成形の方法に応じて最適な金型を製作いたします。
Tダイだけでなく、スパイラルダイなどその他の押出金型の製作のご依頼も承っております。
押出金型の加工の様子などは下記リンク先でもご紹介しておりますので、あわせてご覧ください。
ここではTダイを使用した押出方法の種類や、種類ごとにどのような製品を成形する際に用いられる方法なのかを詳しく解説いたします。
多層共押出しTダイ法
多層共押出しTダイ法は複数の異なるプラスチック材料を同時に押し出す方法です。
この方法により、多層構造を持つフィルムやシートを生成することができます。
異なる物性や特性を持つプラスチック層を組み合わせるため、耐久性・バリア性・透明性などのよりシビアな要求事項に応じた製品の成形を可能とします。
Tダイ押出フィルム成形とのプロセスの主な違いは、押出機の働きです。
多層共押出しTダイ法は、複数の供給装置から供給されたプラスチックを合流させて均一に成形します。
合流させる方法も2種類あり、リップの手前で合流する「フィードブロック法」とリップの吐出部分で合流させる「マルチマニホールド法」があります。
2軸延伸法
2軸延伸法は、プラスチック材料を縦・横軸の両方向から延伸する方法です。
2軸から高精度で調整を行い、製品の強度・透明度・寸法安定性・バリア性能などの向上を実現します。
2軸延伸法によって成形されたフィルムは引っ張っても簡単には破れないため、食品包装などに使用されることが多いです。
Tダイ押出フィルム成形とのプロセスの主な違いは、押出後の延伸です。
延伸を行うことにより、物的特性が大きく変わるため強度などが高くなります。
このように、素材は同じでも押出成形方法によって物的特性を変えることができるのです。
押出しラミネート法
押出しラミネート法は、複数の層からなるフィルムを成形する方法です。
異なる材料の層を押し出し、同時にこれらの層をラミネートして一体化させます。
Tダイ押出フィルム成形とのプロセスの主な違いは、押し出したフィルムを圧着する工程があることです。
押し出された各層を冷却ローラーによって圧着します。
このプロセスにより、異なる材料の層がラミネートされ、各層の特性が組み合わさります。
主に梱包材料やシート、コーティングなどの製品を生産するために使用される方法です。
また、Tダイの成形に用いる押出金型についても詳しく解説している記事がございます。
ぜひご参考にされてください。
押出成形のダイ(金型)製作はタムラエジアへ
押出成形のダイ(金型)は、成形品にも影響するため、品質の高さが重要となります。
タムラエジアでは、お客様のご要望にあわせて製作するため、品質が高い上に理想的な押出金型を製作することが可能です。
「成形品の不良をなるべく少なくしたい」
「高い精度で加工してほしい 」
「品質検査を徹底してほしい」
「難削材でも対応している業者を探している」
押出金型の製作において、このようなお悩みやご要望がございましたら、タムラエジアまでお問い合わせください。
▼お問い合わせはこちら
電話:03-5735-3501
メール:info@tamuraejer.com
お問い合わせフォームはこちら